INDICADORES QUÍMICOS CLASSE 5 OU 6 NÃO SÃO EFICAZES DENTRO DAS CAIXAS CIRÚRUGICAS COMO MONITORES DE ESTERILIZAÇÃO, EM PROCESSOS COM CANULADOS:
O monitoramento de rotina dos processos de esterilização é uma prática descrita por várias Normas como obrigatório, para assegurar que o processo continua controlado.
Segundo a RDC 15, devemos utilizar indicadores biológicos e químicos para o monitoramento do processo na seguinte periodicidade:
A- Testes Bowie Dick uma vez ao dia em autoclaves com sistema de vácuo e sempre que houver necessidade de constatação que tal sistema voltou a operar normalmente nos casos de manutenção.
B- Pacotes desafio pelo menos uma vez ao dia, ou sempre que houver cargas implantáveis, contendo um indicador biológico, cuja a liberação da carga se dará após resultado negativo do indicador biológico.
C- Pacotes desafio contendo indicadores químicos em todas as demais cargas. Quando construído pela própria CME tal pacote deverá utilizar integradores Classe 5 ou 6 disponíveis no mercado.
O QUE A RDC NÃO ESCLARECEU:
A- Que todo pacote desafio com indicador químico interno, adquirido comercialmente para ser utilizado como conjunto, é classificado como Classe 2.
B- Que o pacote desafio construído pela própria instituição dificilmente terá condições de monitorar a carga mais desafiadora, pois, por não ser laboratorialmente desenvolvido, dificilmente terá a propriedade de monitorar a presença de gases não condensáveis (GNC)
C- Que não é obrigatório a colocação em cada pacote cirúrgico, embalagem ou caixa cirúrgica de um integrador químico, pois o mesmo somente monitorará a esterilização no ponto em que se encontra, sem levar em consideração a esterilização no interior dos materiais minimamente invasivos (canulados).
A norma atualizada EN ISO 11140-1 descreve os requerimentos e definições gerais para indicadores químicos e divide os indicadores em 6 tipos diferentes de 1-6. (Nas versões fora da comunidade Européia os “tipos” foram chamados de “classes”).
O número de tal tipo ou classe não permite tirar nenhuma conclusão sobre a qualidade. Um indicador de tipo “6”, por exemplo, de acordo com a EN ISO 11140-1, não é melhor do que um indicador de tipo “2”, mas especifica diferentes características pela aplicação.
A figura a seguir ilustra os diferentes componentes de um indicador / sistema indicador.
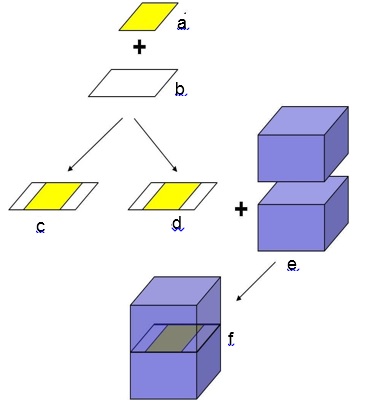
a = Agente
b = Substrato
c = Indicador (para ser utilizado como tal, por exemplo, indicador do processo ou de superfície Tipo 1, 3, 4, 5 ou 6)
d = Indicador (para ser utilizado com uma carga específica, por exemplo, dentro de um PCD)
e = Carga de teste específica (PCD)
f = Sistema Indicador (Tipo 2)
SÃO CLASSIFICADOS 6 TIPOS DIFERENTES:
INDICADORES DO PROCESSO OU DE “EXPOSIÇÃO”, TIPO 1:
Estes indicadores como, por exemplo, a fita de autoclave, são colocados na superfície de embalagens que serão esterilizadas. Esses indicadores não fornecem informações sobre o resultado do processo de esterilização, mas somente documentam que o pacote passou pelo processo (somente informações logísticas, nenhuma informação sobre a esterilidade).
INDICADORES PARA USO EM TESTES ESPECÍFICOS, TIPO 2:
Esses indicadores possuem exigências de desempenho que não estão na norma ISO 11140, mas em outras normas como, por exemplo, no teste BD, de acordo com a EN 285, ou no teste de hélice, de acordo com a EN 867-5 de Carga de canulados, a qual está em conformidade com os indicadores dos tipos 3 a 6, descritos a seguir.
Indicadores classe 2 são constituídos de um PCD (dispositivo de desafio do processo) e um indicador químico. As especificações deles são descritas em normas específicas. Teste de desempenho são realizados somente na combinação do conjunto usando o indicador dentro do PCD especificado. Não faz sentido determinar a tipo do indicador no PCD uma vez que o sistema inteiro, que sempre consiste do PCD e o indicador interno, é testado para características especiais em conjunto. As especificações de indicadores de tipo 3 a 6 têm características completamente diferentes daqueles indicadores colocados em um PCD para formar um indicador de tipo 2. Como exemplo: indicadores de tipo 5 e 6 para processos de esterilização a vapor são testados em calor seco onde não podem mudar de cor para a mesma cor que sinalize êxito no processo de esterilização a vapor. Eles deverão ter sua cor alterada em processos de esterilização a vapor, mesmo se uma grande quantidade de gases não condensáveis (GNC) estiver presente. Indicadores químicos em PCDs possuem exigências completamente diferentes. A cor deles tem que ser adaptada para a umidade dentro do PCD quando usados em processos de esterilização a vapor. As exigências especificadas em indicadores de tipo 2 descrevem a detecção de GNC, porém não são especificadas nos requerimentos dos indicadores de tipo 3 à 6.
As tiras de indicadores químicos usadas em bons PCDs que constituem sistemas indicadores de tipo 2 possuem maiores exigências do que as características de indicadores tipos 5 e 6. Indicadores de tipo 5 ou 6 não possuem exigências específicas para GNC. Indicadores internos dos sistemas de PCD atendem às especificações de tipo 5 ou 6, mas o mesmo não acontece ao contrário.
INDICADORES DE VARIÁVEL ÚNICA, TIPO 3: Para monitorar um parâmetro como, por exemplo, se a temperatura exigida foi atingida. Estes indicadores são raramente utilizados em processos de esterilização.
INDICADORES COM MULTI VARIÁVEIS, TIPO 4:
Esses indicadores monitoram dois ou mais parâmetros relevantes para os processos de esterilização como, por exemplo, a temperatura ao longo do tempo. Porém, eles não são suficientes para monitorar a eficácia da maior parte dos processos de esterilização exceto nas esterilizações de calor seco e de radiação, porque os outros processos exigem um monitoramento integral dos parâmetros essenciais.
INDICADORES INTEGRADORES, TIPO 5:
Um indicador com multi variáveis integradas deve monitorar todo o processo de esterilização e dar as mesmas informações que indicadores biológicos padrão, porém levando o nível de segurança de um indicador biológico de SAL=10-1 de acordo com EN ISO 11138 para SAL = 10 -6. Todas as especificações químicas e físicas importantes para o processo devem ser monitoradas. A janela de temperatura-tempo (Valor Indicado a 121°C e 134°C) deve ser descrita pelo fabricante. As condições de reprovação possuem -25% (tempo) e -2°C (temperatura) das condições de aprovação. Esses valores só podem ser verificados na prática em um equipamento de teste laboratorial descrito como BIER.
INDICADORES EMULADORES, TIPO 6:
Indicadores de Tipo 6 devem monitorar todos os parâmetros críticos do processo e são utilizados para processos de esterilização especiais como, por exemplo, tempos de esterilização maiores ou menores como ocorrem no programa príon de 18 min. O valor indicado para esses indicadores deve ser descrito pelo fabricante.
Existem diferentes opiniões, especialmente em processos de esterilização a vapor para indicadores de tipo 5 e 6, sobre quais parâmetros são críticos e devem ser monitorados. A norma para processos de esterilização a vapor descreve no parágrafo 5.2 que o tempo, a temperatura e a água são os parâmetros críticos enquanto que GNC não é mencionado como um parâmetro crítico em nenhum lugar da norma. Como o GNC não é mencionado como um parâmetro critico em indicadores de tipo 5 e 6 para processos de esterilização a vapor as exigências gerais que indicadores de tipo 5 e 6 devem monitorar todos os parâmetros críticos, não é alcançada. Como consequência o uso de indicadores de tipo 5 e 6 não garante a eficácia de processos de esterilização a vapor. O GNC presente só pode ser detectado com indicadores de tipo 2.
Muitos usuários acreditam que aqueles indicadores de tipo 5 e 6 podem monitorar, com sucesso, todo o processo. Porém, devido à falha na detecção de GNC, esses indicadores só podem garantir esterilidade no local onde o indicador está localizado, mas não podem garantir esterilidade em toda a carga. O uso desses indicadores costumava ser historicamente justificado assumindo de forma errada que com eles, as condições homogêneas do processo de esterilização existiriam em toda a câmara de esterilização. Hoje nós sabemos que os GNC se acumulam em lugares onde não podem se misturar novamente com o vapor, enquanto o vapor durante a condensação para água está perdendo a maior parte do seu volume. Volumes de GNC menores que 1 ml já podem registrar um processo de esterilização insuficiente em dispositivos canulados como instrumentos cirúrgicos pouco invasivos (MIS).
CONCLUSÃO:
Use cada monitor de processo da forma ideal para cada etapa.
Não delegue a seus integradores Classe 5 ou Classe 6 a responsabilidade pela monitoração no interior dos canulados. Somente um dispositivo desenhado para simular o interior dos canulados, tem a capacidade de detecção de todas as variáveis, incluindo a verificação da presença de GNC.
Utilizar grande quantidade de monitores classe 5 ou 6 não garante eficácia de esterilização, apenas constitui uma falsa prova documental não amparada cientificamente.